Горизонтально направленный прокол (ГНП) ценят за мобильность и экономичность на старте. Однако вокруг этого метода сложились устойчивые мифы. Разберем три заблуждения, опираясь на физику процесса и сопротивление материалов.
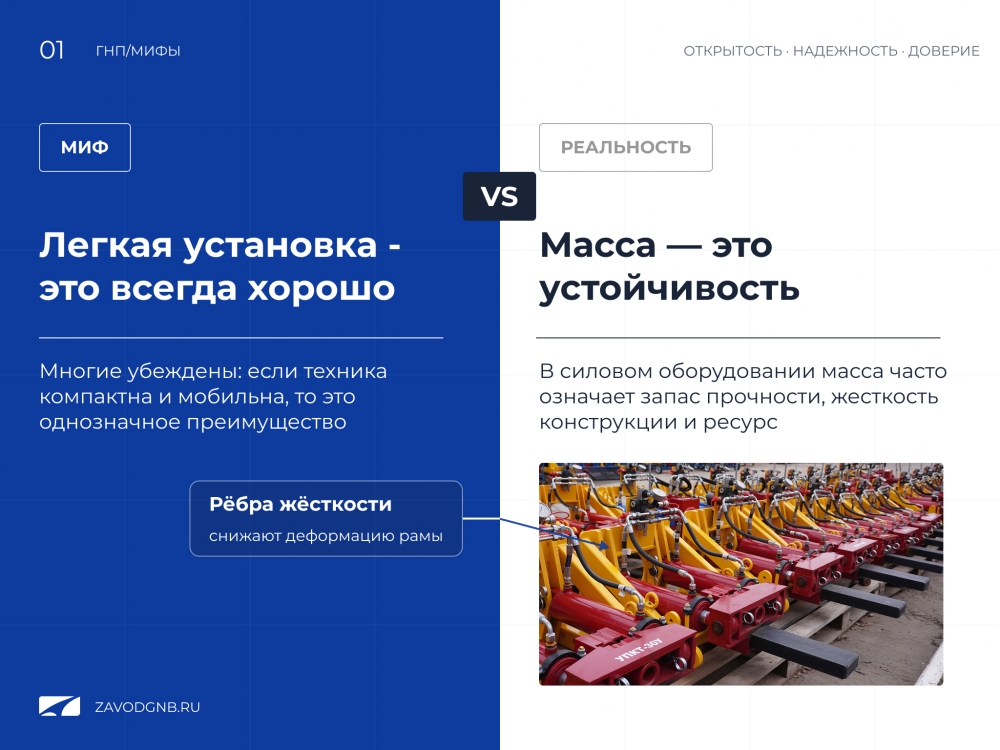
Миф №1: «Лёгкая установка — это всегда хорошо»
Многие убеждены: если техника компактна и мобильна, то это однозначное преимущество. Но в случае с силовым оборудованием для прокола этот тезис работает ровно наоборот.
Техническая суть. Долговечность узлов и жёсткость конструкции напрямую зависят от запаса прочности. Чем выше металлоёмкость и прочностные характеристики материала, тем больше запас прочности. Зачастую клиент обращает внимание на облегчённый вариант, а позже «кусает локти», понимая, что стал жертвой маркетинга. Погоня за снижением себестоимости изготовления почти всегда означает облегчённую модель в орицательном смысле слова: тоньше металл, меньше рёбер жёсткости, ниже усталостная прочность. При циклических нагрузках, неизбежных при бурении, такая установка быстрее теряет геометрию и выходит из строя.
Миф №2: «Установки с усилием 50–80 тонн не находят массового спроса»
Бытует мнение, что такие мощности избыточны для стандартного прокола, а значит, переплачивать за них незачем.
Техническая суть. На самом деле модели типа УПКТ-50В и УПКТ-80В, оснащённые гидравлическими упорами и гидроредуктором для проворота плети штанг, создают критически важный эксплуатационный резерв. При работе с трубами диаметром 63, 110, 160, 225 и 315 мм запас по тяге является преимуществом. Грунт — «субстанция непредсказуемая»: строительный мусор, переуплотнённый песок, плывуны. Там, где машина с усилием 20-40 тонн «застрянет», мощная установка продолжит работу в спокойном режиме, сохраняя заводские характеристики. Кроме того, именно этот класс техники оптимален для санации трубопроводов (диаметр до 300 мм).
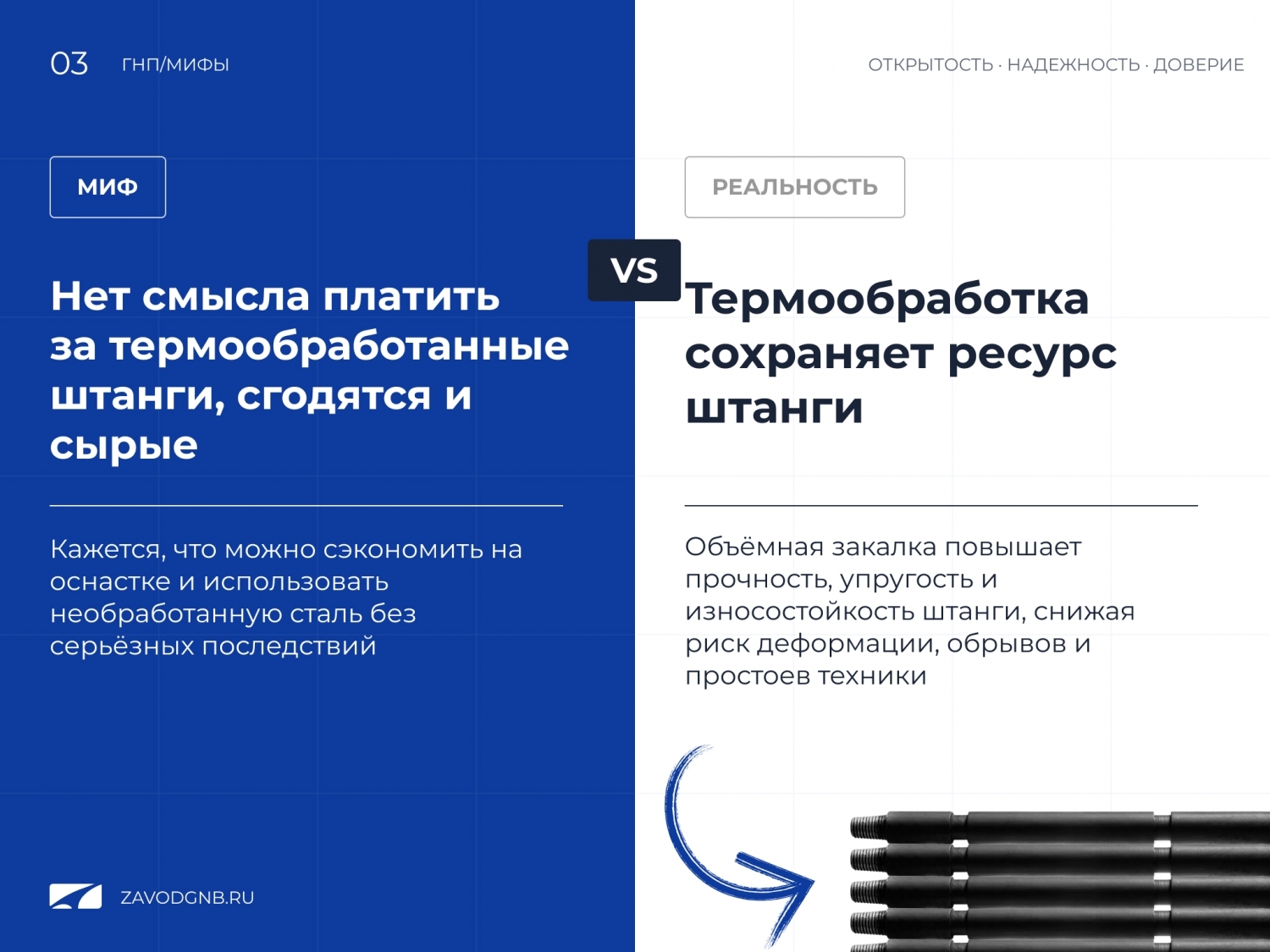
Миф №3: «Нет смысла платить за термообработанные штанги, сгодятся и сырые»
Это, пожалуй, самый дорогостоящий облом, получивший массовое распространение из-за стремления сэкономить на оснастке. Необработанная сталь кажется полноценной заменой до первого серьёзного осевого усилия и большого угла изгиба штанг
Техническая суть. Грамотная термическая обработка кратно улучшает критически важные параметры. Мы применяем метод объёмной закалки, который позволяет:
- поднять прочность в 2,5 раза,
- упругость — в 4 раза,
- износостойкость — на порядок (в 10 раз).
Такая штанга способна гнуться до 15% на погонный метр без остаточной деформации, тогда как «сырая» в аналогичных условиях получает неустранимую кривизну и отправляется в брак. Экономия на термообработке оборачивается обрывами, частой заменой штанг и простоями техники.
"Скупой платит дважды», а в нашем случае — больше, теряя и время, и репутацию, и деньги".
Знание технических нюансов убережёт от досадных ошибок и поможет выбирать оснастку не по рекламному буклету, а с учетом реальных задач.